



Even though automation has made great progress in many areas, putting together wire harnesses is still mostly done by hand. That’s a problem, because adding some automation could boost both efficiency and worker comfort.
To demonstrate this, we took a manual wire harness assembly workstation and turned it into a semiautomated one, with the help of a collaborative robot. Our aims were to shorten the cycle time, make the workstation safer, and reduce the physical strain on assemblers. We also wanted to give engineers a simple, fast way to evaluate how cobots might improve ergonomics, safety, quality, and cost-effectiveness across different tasks.
For this project, we partnered with Elvez, a wire harness manufacturer based in Višnja Gora, Slovenia. The company produces harnesses for a wide range of OEMs, including BMW, Mercedes, Volvo, Scania, Hella, ZKW, Deere, PSA, Renault, Kärcher, Mahle, and McLaren.
For one particular client, Elvez assembles wire harnesses on a manual line with two stations. The line typically operates six days a week, running three shifts of eight hours each. On average, this arrangement yields 900,000 harnesses per year, though output can range anywhere from 750,000 to 1,050,000 units annually, depending on demand. Each harness takes 40 seconds to complete.
This decision tree offers a structured way to pinpoint nonergonomic tasks that could benefit from the support of a collaborative robot. Source: Free University of Bozen-Bolzano
The assembly process calls for workers to bundle three wire subassemblies using a taping tool. A worker slots the subassemblies one by one into a dedicated jig and then applies tape at seven locations. The entire process breaks down into 19 steps:
- Picking up the first wire harness (1) and placing it into the jig (2).
- Picking up the second wire harness (3) and placing it into the jig (4).
- Adjusting the wire harnesses (5).
- Picking up the taping tool (6), applying tape at one spot (7), and setting the tool back down (8).
- Picking up the third wire harness (9) and placing it into the jig (10).
- Picking up the taping tool (11), applying tape at six spots (12-17), and setting the tool back down (18).
- Removing the finished wire harness and placing it in storage (19).
Assessing Where Cobots Can Help the Most
Our starting point was to evaluate the ergonomics of the current assembly process. In the end, we wanted the cobot to take over the most physically strenuous steps.
To get there, we started with the ergonomic assessment approach described in ISO Technical Report 12295. We paid particular attention to the neck, trunk, and upper limbs, focusing on heavy lifting, repetitive motions, and uncomfortable working postures.
Looking for quick answers on assembly and manufacturing topics?
Try Ask ASM, our new smart AI search tool.
Ask ASM
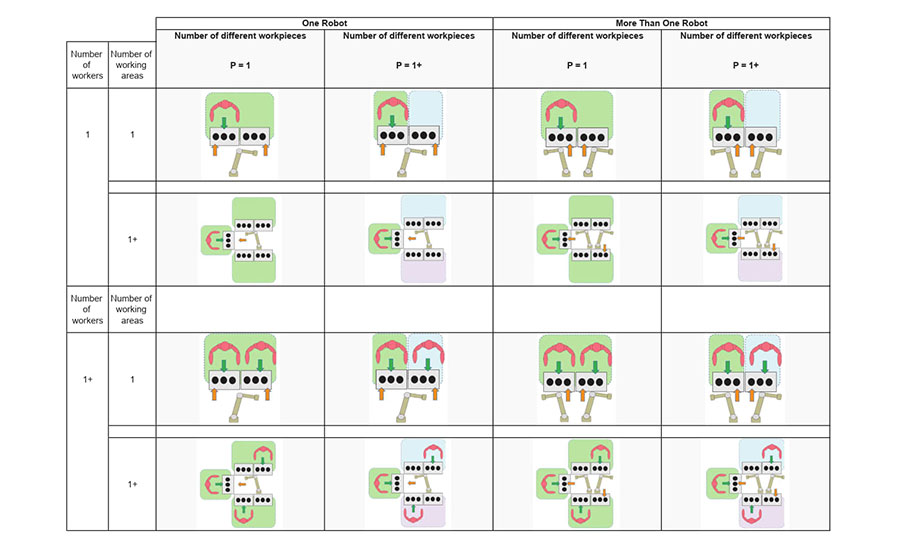
Any new line layout should be designed based on the number of robots; the number of different workpieces; the number of workers; and the number of working areas. By combining these four production variables, it is possible to identify 16 different layouts for a collaborative workstation. Source: Free University of Bozen-Bolzano
We relied on the following tools for our assessment:
- the National Institute for Occupational Safety and Health (NIOSH) equation for evaluating manual lifting.
- the Occupational Repetitive Action (OCRA) checklist for gauging repetitive strain.
- the Rapid Upper Limb Assessment (RULA) for analyzing working postures.
Our objective wasn’t to quantify occupational risk levels, but rather to figure out which tasks were best suited for a robot and which ones were better left to human workers.
With that in mind, we created a “quick assessment algorithm” designed to help engineers spot assembly tasks that could benefit from human-robot collaboration. The algorithm revolves around five process-critical issues (PCIs) that span safety and ergonomics, product and process quality, and economic considerations.
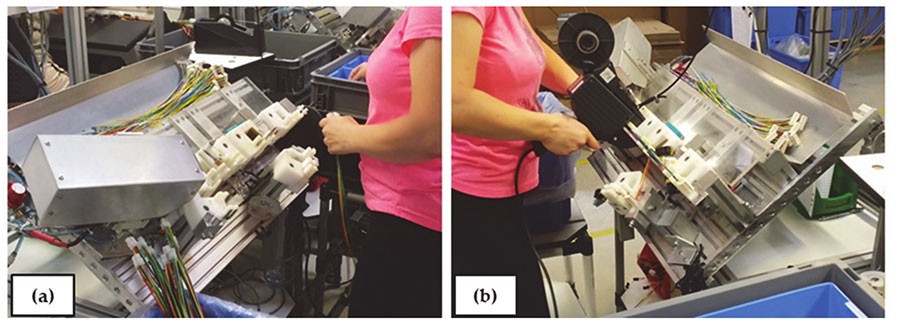
At Elvez, harness assembly tasks fall into two categories: insertion (a) and taping (b). Photos courtesy Free University of Bozen-Bolzano
The five PCIs are:
- Are there ergonomic concerns tied to lifting heavy objects, repetitive upper-limb motions, or awkward working postures?
- Are there unresolved risks to the operator’s safety or health on the job?
- Does the task involve a high degree of monotony or require very little skill?
- Is product quality inconsistent from one unit to the next?
- Is there a significant amount of wasted effort or low overall productivity?
Engineers should rate each of the five PCIs for every task in the assembly process. The rating is a whole number from 0 to 3. A score of 0 means the task has no room for improvement; a score of 3 means the task has enormous potential for improvement.
The overall potential value of human-robot collaboration in an assembly process can then be calculated as a weighted sum of the scores assigned to the five PCIs for each task. A total score of 0 means no potential value. A score of 1 to 8 indicates low potential. A score of 9 to 17 signals moderate
A score of 18 to 26 indicates solid potential for automation, while a score of 27 to 36 signals high potential.
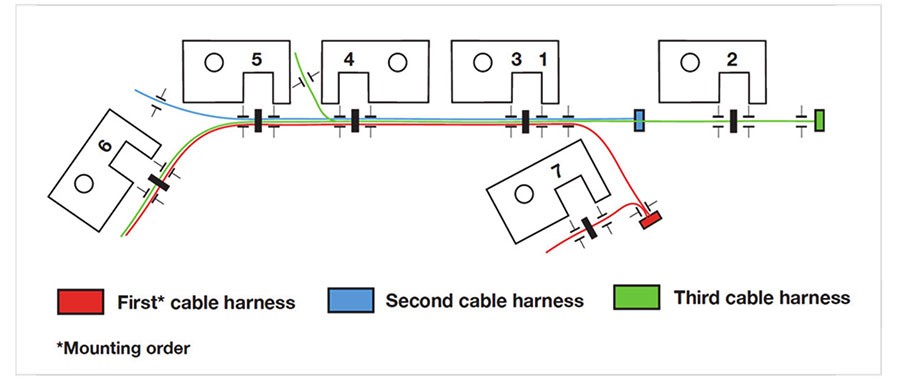
This illustration details the arrangement of assembly fixtures, wire routing paths, and taping locations. Source: Free University of Bozen-Bolzano
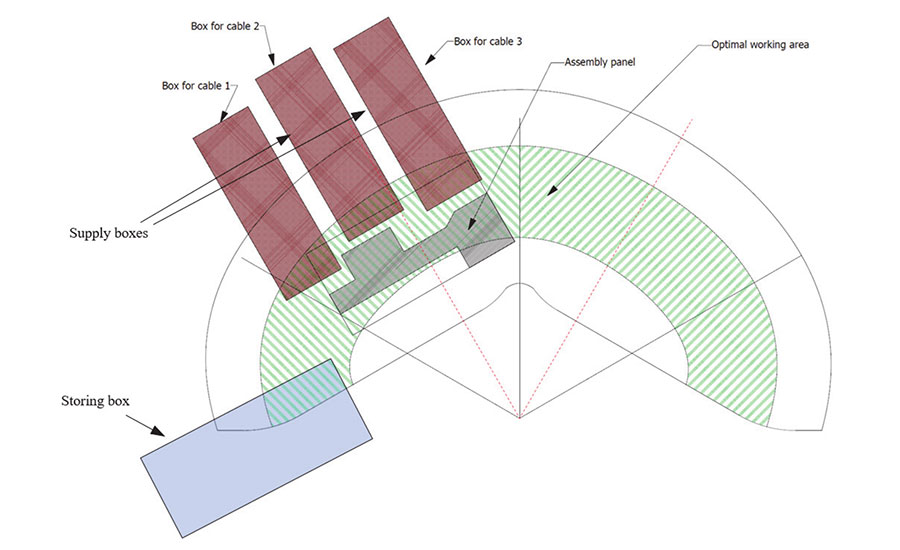
This illustration presents the redesigned layout of the assembly workstation. Source: Free University of Bozen-Bolzano
Workstation Redesign
Since no manual lifting of items weighing 3 kilograms or more was involved in the assembly process, a NIOSH assessment was not required. However, we conducted both OCRA and RULA evaluations. With the exception of tasks 2, 9, and 18, every assembly task required improvements in worker posture.
For clarity, we grouped the 19 tasks into four categories, as many of them involved the same operation performed at different stages. The four groups were defined as follows:
Group 1: retrieving and positioning subassemblies (tasks 1–4 and 9–10).
Group 2: adjusting the harnesses (task 5).
Group 3: applying tape (tasks 6–8 and 11–18).
Group 4: removing and storing the finished wire harness (task 19).
We then evaluated the five PCIs for each group. Groups 1 and 3 earned the maximum score of 3 for PCI 1 (ergonomics). All groups received a score of 0 for PCI 2 (health and safety), and all scored 2 for PCI 3 (monotony). For PCI 4, group 3 received a score of 2, while the other groups scored 0. Lastly, groups 1 and 4 earned a score of 3 for PCI 5 (non-value-adding activity), group 2 scored 0, and group 3 scored 1.
Adding up the scores, it’s evident that all four task groups demonstrate strong potential for robotic automation—especially group 1 (subassembly loading) with a total of 18 points and group 3 (taping) with 20 points.
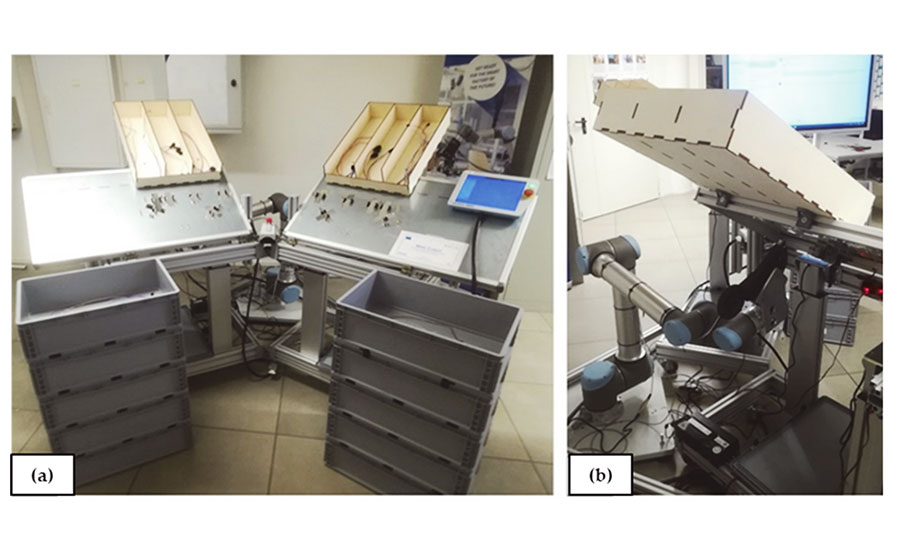
These images display the front (a) and rear (b) views of our lab prototype for the new collaborative workstation. Photos courtesy Free University of Bozen-Bolzano
When technical feasibility is also considered, the group 3 tasks—taping—stand out as the ideal candidate for automation.
With this focus, we reconfigured the assembly line so that a human operator handles loading and unloading of wire assemblies, while a collaborative robot (cobot) performs the taping. Our setup includes one cobot, one human assembler, and two workstations.
We selected this configuration for several key reasons:
- Only one product variant is being assembled.
- The company aimed to boost productivity without raising costs.
- The compact assembly area (500 by 300 millimeters) could cause the worker and cobot to interfere with each other, making shared workspace unsafe.
- The sequential nature of most tasks prevents parallel execution between the human and the cobot.
Using two workstations resolves these challenges. Specifically, while the assembler loads or unloads one fixture, the cobot works on the other.
The new workstations were designed in accordance with ISO 14738 guidelines. Both the assembly zones and subassembly bins are positioned within comfortable reach of the operator, promoting better working postures.
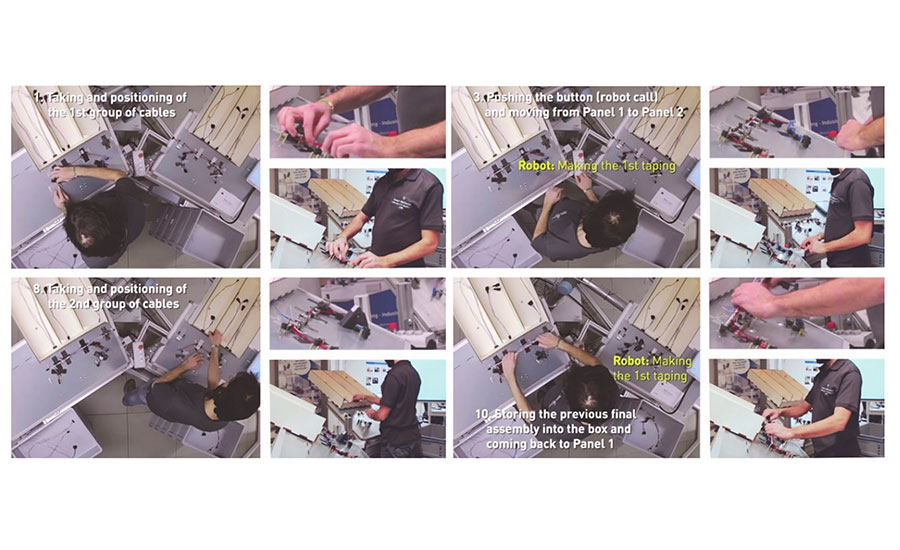
These photos depict operators working with the updated workstation layout. Photos courtesy Free University of Bozen-Bolzano
The assembly surface is tilted at 30 degrees from horizontal to reduce wrist strain. The angle between the two assembly panels, measured from the vertical axis, is 120 degrees. This setup allows the operator to access both fixtures with minimal torso rotation and without bumping into adjacent panels. Additionally, both the workstation height and fixture positions are adjustable to accommodate individual operators.
The cobot is positioned at the rear of the workstation, while the operator stands at the front. The assembly zones lie between them. The cobot is floor-mounted and approaches the fixture from underneath.
To access the taping areas on both fixtures, the robot is placed centrally between them. This minimizes the risk of the cobot colliding with the operator’s head. However, if the operator is seated, there’s a potential for leg contact. To prevent this, the operator can use a high stool or choose to work while standing.
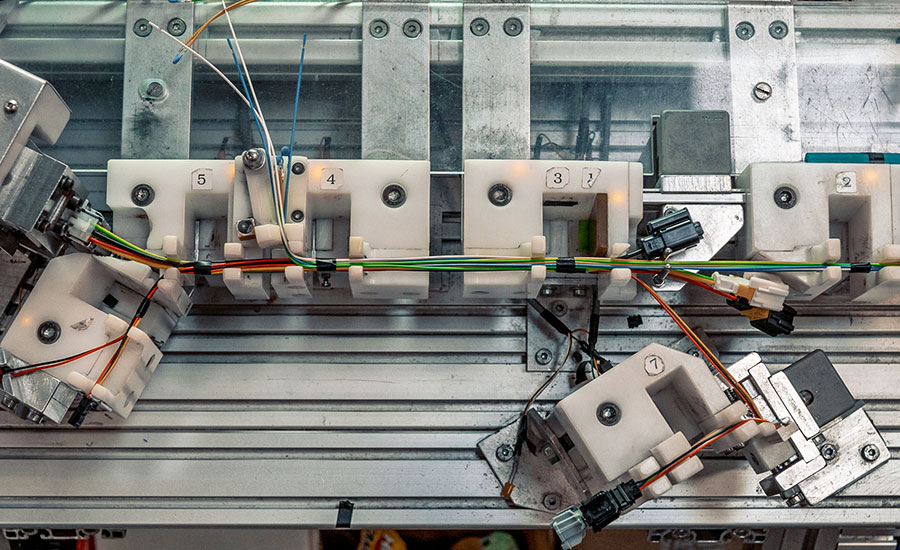
A fixture holds wires securely before taping begins. Photo courtesy Elvez
Improved Ergonomics and Increased Efficiency
We tested the redesigned assembly cell in our laboratory before deploying it at Elvez. Two volunteers assembled several wire harnesses with assistance from the cobot.
The new setup proved significantly more ergonomic. OCRA scores improved by 12% on the right side and 28% on the left side compared to the original layout. Likewise, RULA scores for awkward postures decreased—by 50% on the left and 57% on the right.
Cycle time also decreased, dropping from 40 to 35 seconds per unit—a 12% improvement that translates to 1,460 saved hours annually.
Although the redesigned workstation performed well, further cycle time reductions are possible by optimizing the cobot’s movement paths and developing a taping tool specifically designed for robotic use. Cutting just 1 second from the robot’s cycle could save an additional 292 hours per year.
Editor’s note: This article summarizes a research paper co-authored by Luca Gualtieri, Ph.D., deputy head of the Smart Mini Factory laboratory; Ilaria Palomba, research assistant; Fabio Antonio Merati, research assistant; and Erwin Rauch, Ph.D., professor for smart and sustainable manufacturing. To read the full paper, click here.