



The skies are busier than ever. Even as costs climb, people continue to fly at record levels.
According to the International Air Transport Association (IATA), the global trade body for airlines, the world’s airlines are expected to carry more than 5.2 billion passengers across 40.3 million flights by 2026. That represents a 50 percent jump in passenger numbers and a 37 percent increase in flights compared to 2022.
For aerospace original equipment manufacturers (OEMs) and their supply chain partners, this trend brings both opportunities and challenges. While surging sales are certainly a welcome development, the mounting pressure to produce more aircraft—and deliver them faster—is significant.
One supplier navigating this challenge is Diehl Aviation. Headquartered in Laupheim, Germany, Diehl serves as a Tier 1 supplier to nearly all of the world’s leading civilian and military aircraft OEMs, including Airbus, Boeing, Bombardier, Embraer, and Gulfstream. The company’s product portfolio spans aircraft interiors and ducting systems; cabin modules such as lavatories and galleys; water and waste systems along with fire protection technologies; lighting solutions; cabin management systems; flight control technology; and modular avionics.
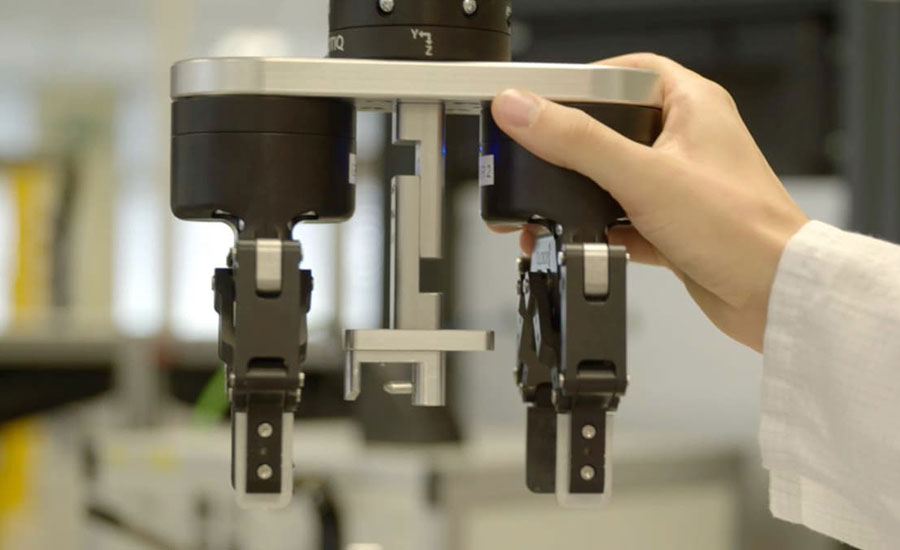
Gripping force is adjustable to avoid damaging the assembly’s aluminum housing and the electronics within. Photo courtesy Robotiq
This family-owned enterprise employs more than 5,200 people across nearly two dozen facilities worldwide, with locations spanning the United States, France, China, Hungary, and Mexico.
Diehl’s plant in Überlingen, Germany, is the company’s hub for assembling computers and electronics for both civilian and military aircraft. Among other critical products, the facility assembles the computer systems for the Airbus A350 XWB, one of the world’s top-selling commercial aircraft.
With demand for this aircraft at peak levels, Diehl’s quality testing team needed to rapidly expand its throughput capability. To meet the surge in demand, Heiko Russ, head of industrial process engineering at Diehl, evaluated two options: launching a night shift or introducing automation.
Looking for quick answers on assembly and manufacturing topics?
Try Ask ASM, our new smart AI search tool.
Ask ASM
The decision wasn’t difficult. “Initially, we considered standard industrial automation technology,” says Russ. “However, after visiting several trade shows and conducting thorough research, we determined that a collaborative robot would be the ideal solution, given its superior flexibility and ease of deployment.”
Automating Intricate Test Procedures
Each computer unit for the Airbus A350 XWB must complete a stringent two-hour testing cycle, during which every electrical interface, input, output, and sensor is thoroughly verified. Although the testing itself was handled by an automated system, operators were responsible for manually loading and unloading each computer.
KPI Engineering, the firm that partnered with Diehl to design, integrate, and commission the test system, recommended Robotiq and Universal Robots as the best fit for the task of placing each computer into the testing fixture.
“These computer units are delicate, and they weigh 4 kilograms with an uneven center of gravity,” explains Marvin Plantius, CEO of KPI Engineering. “We required equipment with adjustable gripping force to prevent damage to the aluminum casing and the sensitive electronics inside. At the same time, we demanded highly repeatable precision despite the 4-kilogram payload.”

The gripper is programmed through the robot’s teach pendant. Photo courtesy Robotiq
Engineers at KPI selected a pair of Robotiq 2F-85 adaptive two-finger grippers along with an FT 300 force-and-torque sensor to handle the computer enclosures.
The 2F-85 is highly adaptable and versatile. Stroke length, speed, and gripping force are all programmable. Its maximum stroke is 85 millimeters, and it delivers a grip force ranging from 20 to 235 newtons. Designed to accommodate a wide variety of objects, the gripper supports both encompassing and pinch gripping modes. Swappable fingertips allow engineers to tailor the gripper to the specific part. The device has a maximum payload capacity of 5 kilograms.
“We needed an extremely flexible gripper that would allow us to easily monitor both force and the distance between two reference points,” says Plantius. “The 2F-85 was the natural choice. A major benefit of the force-and-torque sensor is that it lets you record complex motion paths using the path-recording feature. Force can be tracked for critical movements, such as when components make contact with the parts trays.”
For the robot itself, Diehl selected a Universal Robots UR10 six-axis collaborative robot, which offers a payload capacity of 10 kilograms and a working envelope of 1,300 millimeters. This marked the first time a collaborative robot had been deployed at the Überlingen facility.
“It fit the work environment perfectly,” says Plantius. “We wanted a compact cell design that would occupy minimal floor space in an open area. We set up a safety perimeter using sensors that slow down or stop the robot whenever a person is detected within a defined radius. This approach is an excellent alternative to traditional robot caging while still meeting the highest safety standards. Additionally, the Robotiq components carry UR+ certification, which streamlines integration with Universal Robots. The hardware and software are fully compatible, enabling us to control the grippers and force sensor directly through the robot’s controller.”
Designed to pick up a range of objects, the gripper can perform both encompassing and pinch grips. Replaceable fingertips enable engineers to match the gripper to the part. Photo courtesy Robotiq
Complex Process, Straightforward Programming
The testing workflow is managed through a dedicated human-machine interface, separate from the Universal Robots teach pendant.
The robot begins by picking up a computer using both of its grippers. Before placing the computer into the testing unit, the robot carries it to a scanner to read the barcode.
After scanning, the computer is positioned inside the tester. The dual grippers help ensure the computer is placed in precisely the same spot each time. The robot then closes a lever, initiating the testing process. Once testing finishes, the robot removes the computer, and the cycle begins again.
Despite the number of steps involved, employees working with the testing unit adapted to the new system quickly.
“Initially, two of our team members completed online training,” explains Daniel Frei, industrial production manager at Diehl. “One of them also attended an in-person core training session at Universal Robots in Munich, which offered deeper insight into topics like robot programming and component installation. After returning to Überlingen, they trained five additional colleagues on the factory floor.”

Diehl’s products include aircraft interiors and ducting systems. Photo courtesy Diehl Aviation
Embracing Automation
Diehl’s management promptly informed all employees that a robot would be introduced to the factory. “There were some initial concerns about potential job losses,” says Russ. “However, since this was about expanding capacity and adding support to the team—not replacing workers—it was soon viewed positively as part of the company’s growth. It also eliminated the need for unpopular night and weekend shifts.”
“We achieved a return on investment within a year simply by ending night shifts,” notes Rolf Metzner, head of industrial engineering at Diehl. “Combined with strong teamwork and clear communication, we now have a solid foundation for future planning.”
The success of this project has inspired Russ to explore further automation opportunities. “We’ve opened the door for many more robotics initiatives,” he says. “Other teams are watching our progress and learning from it. We’ve even formed a dedicated robotics working group that’s evaluating different robotic arms for heavier-duty tasks. Meanwhile, our team is considering replicating this testing setup for our Airbus A320 computers.”
For more information on collaborative robots, visit www.universal-robots.com. For more information on grippers, visit